Dairy
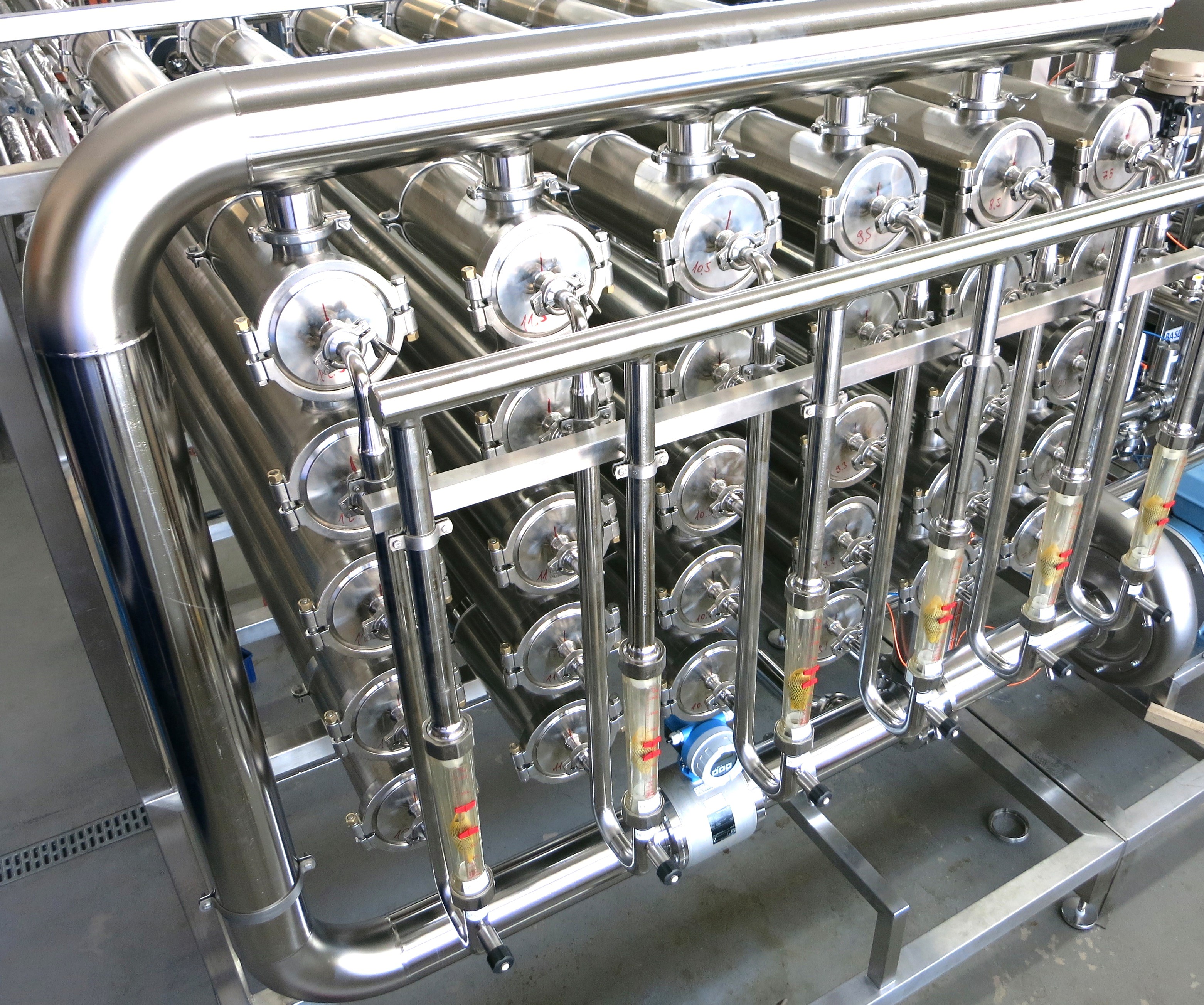
The dairy industry faces continuous pressure to produce, invent and re-invent new products. Membrane technology plays and important role as state-of-the-art technology in a huge variety of applications. Our MMS process development engineers can support you regarding process development and optimization for various dairy applications.
MMS has finetuned the standard applications such as skim milk concentration, removal of bacteria for ESL milk and the production of WPC / WPI Whey Protein Concentrates / Isolates.
We have also further developed our systems to handle more challenging applications such as the production of MPC90, native whey protein and micellar casein.
Download brochure Membrane Filtration for Dairy Applications.
Milk Protein Concentrate (UF)
- MPC 50 - 90
- Concentration of casein & whey proteins
- For cheese & yogurt process
- Standardization of powders
MCI - Micellar Casein Isolates (Hollow Fiber MF)
- Selective enrichment of casein whilst allowing whey protein to permeate
- Novel solution with hollow fibre modules.
- Our customers benefit from the selective fractionation properties of HF modules with low CAPEX
WPC / WPI 90 - Whey Protein Concentrate and Isolate
- UF: Selective concentration of whey proteins to produce WPC 35, WPC 50 and WPC 85
- Production of further whey derivates, e.g. lactose
- Suitable for sweet whey
- MF/ UF: combination to remove residual fat from whey protein concentrate and produce WPI 90
Micellar Casein Isolates
(Ceramic MF)
- Selective enrichment of casein + allowing whey protein to permeate (MCI)
- Classic solution: ceramic MF
- Uniform transmembrane pressure
Skim Milk Concentration (RO)
- Concentration up to 35% TS
- Evaporation cost reduction
- Cold or warm operation
Whey Concentration (RO)
- Reverse Osmosis with feed stream > 10,000l/h
- High concentration levels : > 30% TS
Whey Lines: Thermising, Pasteurization, Separation
- Thermizing and pasteurization
- De-fatting
- De-dusting
- Design of complete production lines
Greek Yogurt, Skyr, Quark, Fresh Cheese
- Concentration of acidified / fermented dairy products
- Skim and full cream fermented milk ultrafiltration
- High protein products + low lactose content
- Special design for high viscosity
- Skim products and high fat fresh cheese
Oligosaccharide Fractionation
- Conversion of lactose into higher value compounds
- Sharp fractionation of mono-, di- and oligosaccharides
- Selective NF with controlled operating parameters
Brine Clarification
- Clarification of brine solution in cheese baths (removal of impurities)
- Reduction of bacteria
- Stabilization and risk reduction of cheese production